Сертификация
Сертификация  Промышленная безопасность
Промышленная безопасность  Проектирование
Проектирование  Стандарты ИСО
Стандарты ИСО  Технические регламенты
Технические регламенты
 Охрана труда
Охрана труда
 Пожарная безопасность
Пожарная безопасность
 Экологическая безопасность
Экологическая безопасность
 Техническая документация
Техническая документация  Негосударственная экспертиза
Негосударственная экспертиза
 Метрология
Метрология
 Электролаборатория
Электролаборатория
 Лицензии организаций
Лицензии организаций  Разрешительные документы ведомств
Разрешительные документы ведомств
 Патентование
Патентование  Антитеррор
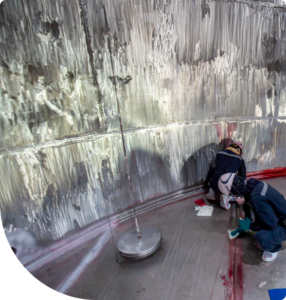
Антитеррор Капиллярный контроль сварных соединений по ГОСТ 18442-80
24.04.2023

Капиллярный контроль — это еще одно название контроля проникающими веществами, или ПВК. Это вид неразрушающего контроля, который заключается в следующем: жидкость проникает в полость на поверхности объекта контроля и обозначает ее. Капиллярным его называют в том случае, если дефекты поверхностные.
Методов капиллярного контроля много. Их классификация приведена в таблице 2 ГОСТ Р 56542. В основе этой группы методов лежит такое физическое явление, как капиллярный эффект. Благодаря ему, есть возможность выявлять дефекты и определять их расположение, ориентацию на поверхности и протяженность. Можно контролировать полуфабрикаты и готовые изделия из различных металлов, сплавов и твердых неферромагнитных материалов.
В частности, капиллярный контроль — это один из наиболее надежных способов проверки качества сварных соединений. Можно выявить микротрещины, наплавления и другие дефекты в сварных швах.
Общие требования к капиллярным методам установлены в ГОСТ 18442 (область применения, дефектоскопические материалы, аппаратура, требования безопасности, правила проведения контроля и оформления результатов). Есть отдельные стандарты, ФНиП и другие нормативные документы (НТД) на проведение капиллярного контроля определенных объектов или в определенных отраслях.
Как происходит обнаружение дефектов
На поверхность сварного шва наносится пенетрант — специальная жидкость, которая способна проникать в микротрещины, поры и другие дефекты. После нанесения пенетранта выдерживается определенное время, чтобы он успел проникнуть во все дефекты.
Затем поверхность шва очищается от пенетранта и наносится проявитель — жидкость, которая вступает в реакцию с пенетрантом, находящимся в дефектах. В результате этой реакции образуется ярко выраженный контрастный след, так называемый индикаторный, который позволяет обнаружить дефекты за счет того, что подкрашивает их. Дефекты могут быть хорошо видны невооруженным глазом. Слабовидимые или невидимые дефекты изучаются с помощью луп, микроскопов и т.д.
Преимущества и недостатки метода
Преимущества капиллярного контроля сварных соединений заключаются в его высокой чувствительности и точности. Этот метод позволяет обнаруживать дефекты размером всего несколько микрон, что делает его незаменимым для контроля качества сварных соединений во многих отраслях промышленности.
Однако капиллярный контроль имеет и некоторые недостатки. Он требует тщательной подготовки поверхности шва. С его помощью можно выявить только те дефекты, которые выходят на поверхность объекта. Внутренние, подповерхностные дефекты обнаружить нельзя. Кроме того, он не позволяет определить глубину дефекта, что может быть важно при принятии решения о его допустимости.
Тем не менее капиллярный контроль остается одним из наиболее эффективных методов контроля качества сварных соединений. Он широко используется в авиационной, машиностроительной, нефтегазовой и других отраслях промышленности, где качество сварных соединений играет важную роль в обеспечении безопасности и надежности технических систем.